
 English
English 水切り(令和2年1月24日-2)
予定の浸漬時間を経過した後、たらいからステンレス製のざるを取り出し、水を排出します。これを水切りといいます。(村上課長)
浸漬米の表面には余分の水が付着しているので、これを除去するのにかなりの時間を必要とし、通常一夜程度水切りします。
床もみ、酒母の蒸米(令和2年1月24日-1)
 |
 |
引込み後2〜3時間経過し、蒸米の温度や水分が均一化した時、床もみを行います。床の上に蒸米を均一に広げ、種麹をまんべんなくふるいます。(写真左、大吟醸・留仕込み用の蒸米を均一に広げています。神奈川県から酒造りの見学にいらした三角様(左)から作業を手伝っていただき、現場も大助かりです。)
酒母の蒸米は適度に軟らかく、糖化され易い状態で仕込まねばなりません。(写真右、甑で蒸された本醸造用の酒米を適度に冷やす松野杜氏。)
大吟醸・留仕込みの蒸米冷却(令和2年1月23日)
仕込水を冷却して、水麹の温度を低くしても通常の仕込温度では蒸米の冷却も必要となります。
本日の臼杵市は気温が上昇しているので、蒸米放冷機を使用して強制的に冷却しています。(蒸米を運ぶ松野杜氏)
布類の洗浄、殺菌と蒸米の堆積【床もみ後】(令和2年1月21日)
 |
 |
麹室の中は特に高温多湿に保たれるため、蒸米などに付着した雑菌が繁殖するのに、非常に良い条件になります。雑菌が混入し易い布類には特に注意が必要で、洗浄後天日に干して殺菌します。(写真左、松野杜氏)
床もみ後、切返しまでは麹菌の増殖にともなう発熱はほとんどありませんので、蒸米水分の蒸発によって品温が低下しないよう、蒸米を堆積して十分布を掛けて保温しておきます。(写真右、本醸造用の蒸米。布を外して撮影)
大吟醸の醪【もろみ】(令和2年1月19日)
留仕込み(留添)後の大吟醸の醪(もろみ)。昨日、出麹されて枯らされた麹が投入されました。
蒸米や麹は盛り上がってきておらず、酵母もまだアクティブには活動していません。
出麹【でこうじ】(令和2年1月18日)
目的とする酵素力を備えた麹になった時、麹を麹室から出し、外気にさらして温度を下げ、麹の増殖を停止させる操作を出麹と呼びます。(前半、村上課長)
出麹された麹は、乾燥した室に広げ、冷却されて仕込みを待ちます。これを枯らしといいます。(後半、松野杜氏)
兵庫県産山田錦(令和2年1月16日)

熊本酵母ときょうかい1801号酵母(令和2年1月14日)
 |
 |
久家本店の大吟醸の造りは、熊本酵母を熊本酒造研究所、きょうかい1801号酵母を日本醸造協会から取り寄せて使用しています。
熊本酵母(KA4)。KA1とKA4の2タイプが一般的で、KA4は香りが比較的よくでるのが特徴。01は泡なしを意味します。(写真左)
きょうかい1801号酵母の酒母(高温糖化)3日目。熊本酵母より香り高く感じます。(写真右)
酒造微生物が活動を始めています。(令和2年1月10日)
 |
 |
麹室で切り返し後に麹箱に盛られた麹米。蒸米上で白く見える麹菌の菌糸のことを破精(はぜ)といいますが、この段階では表面の1〜2分とわずかで、やっと目に見える程度です。(写真左)
酒母(高温糖化)3日目。熊本酵母がグツグツと発酵を始めています。(写真右)
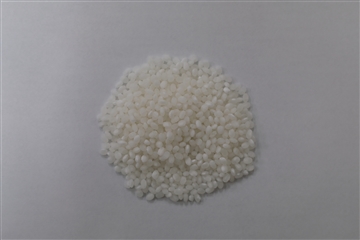
大吟醸の造りが始まっています。(令和2年1月8日)
 |
 |
酒母(高温糖化)からは、甘い香りが漂います。(写真左)
精米歩合40%の山田錦を、更に振るい分けして粒径を揃え、麹に用います。(写真右)